S-7 Acero Grado Herramienta para Trabajo a Impacto.
El acero S – 7, corresponde a un acero grado herramienta para trabajo en frío, principalmente; es considerado dentro de la categoría de aceros resistentes al impacto; cuenta con moderada resistencia al revenido. Por sus características puede tener aplicaciones en el ámbito de trabajo en caliente y moldeo de plástico; se caracteriza por:
- Un acero con un balance adecuado entre tenacidad y resistencia al desgaste.
- Adecuado para corte de espesores mayores a 3.0 mm
- Buena maquinabilidad.
S-7
Acero grado herramienta para trabajo a impacto.
Redondo
COLOR DISTINTIVO (CADSA): Blanco / rojo
● ●
ANÁLISIS QUÍMICO PROMEDIO
- C (0.55)
- SI (0.90)
- Mn (0.30)
- P (0.030)
- S (0.030)
- Cr (3.25)
- Mo (1.40)
- V (0.25)
| TRATAMIENTOS TÉRMICOS (◦C) | ||
| Temperatura temple | Medio de enfriamiento | Revenido |
| 930 – 960 | Aceite / aire | 100 – 400 |
Nota: Las propiedades indicadas en esta hoja técnica son valores típicos. Variaciones normales en la química, tamaño y condiciones de tratamiento térmico pueden producir desviaciones de estos valores.
TRATAMIENTO TÉRMICO (Recomendaciones generales)
RECOCIDO COMPLETO:
Calentar uniformemente a una temperatura entre 815 a 845 °C por un tiempo que oscile entre 2 – 4 hr, enfriar lento (preferentemente en horno) a una velocidad entre 10 – 20 °C / hr., hasta 540 °C, y posteriormente al aire. Proteger la herramienta contra la descarburación.
RECOCIDO DE LIBERACIÓN DE TENSIONES:
Calentarla herramienta a una temperatura entre 650 a 675 °C y mantener por un tiempo de 2 hr; enfriar lento en el horno hasta temperatura de 500 °C y posterior enfriamiento al aire hasta temperatura ambiente. Recomendable efectuarlo cuando la herramienta ha sufrido un desbaste severo por maquinado. Proteger la herramienta contra descarburación.
ENDURECIMIENTO PRECALENTAMIENTO:
Proteger la herramienta contra descarburación; el rango de temperatura es de 600 y 705 °C, con posterior calentamiento a la temperatura de austenización.
AUSTENIZACIÓN: El rango de austenización es de 925 a 955 °C, por un tiempo que asegure una temperatura uniforme en toda la masa de la herramienta.
TEMPLE: Aceite tibio. Gas inerte a sobrepresión mayor 2 Bar.
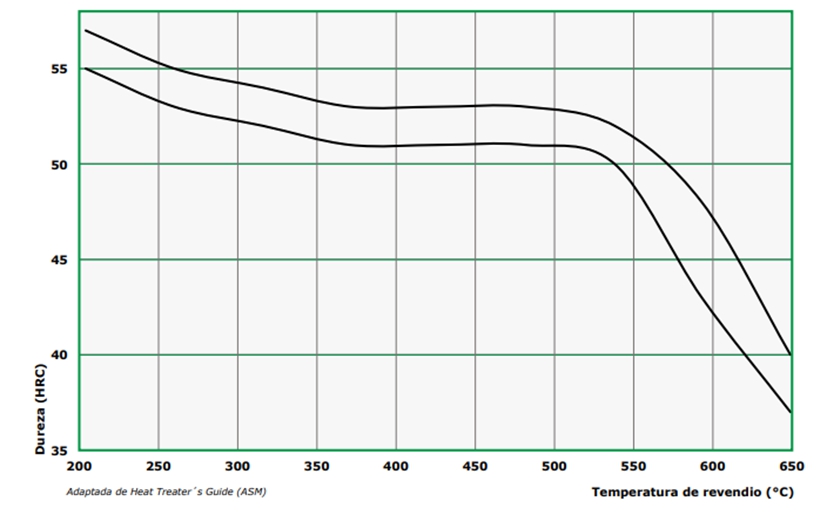
REVENIDO: Revenir inmediato al temple y cuando la herramienta alcance una temperatura entre 50 a 70°C. Seleccione la temperatura de revenido en función de la dureza deseada conforme al gráfico siguiente:
Se requieren como mínimo 2 revenidos con enfriamiento intermedio a temperatura ambiente; el tiempo mínimo es de 2 hr., para cada uno.
La mínima temperatura de revenido será de 200°C
TEMPLE: Aceite tibio. Gas inerte a sobrepresión mayor 2 Bar.
REVENIDO: Revenir inmediato al temple y cuando la herramienta alcance una temperatura entre 50 a 70°C. Seleccione la temperatura de revenido en función de la dureza deseada conforme al gráfico siguiente:
Se requieren como mínimo 2 revenidos con enfriamiento intermedio a temperatura ambiente; el tiempo mínimo es de 2 hr., para cada uno.
La mínima temperatura de revenido será de 200°C
Nota: Las propiedades indicadas en esta hoja técnica son valores típicos. Variaciones normales en la química, tamaño y condiciones de tratamiento térmico pueden producir desviaciones de estos valores.